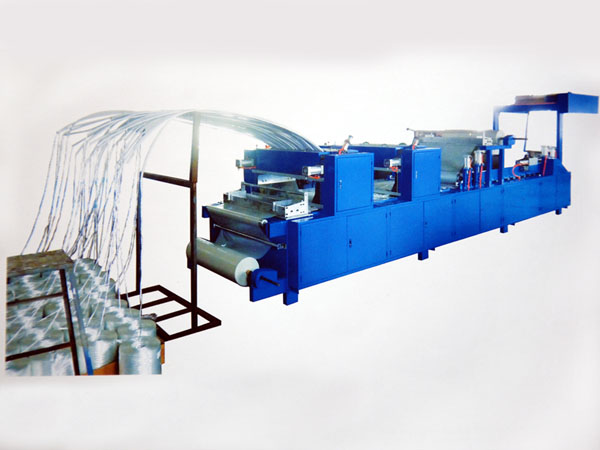
SMC片材機組可以通過以下多種方式提高生產(chǎn)精度:
1. 設(shè)備優(yōu)化
關(guān)鍵部件改良:螺桿與機筒是核心部件 ,可選用雙金屬材質(zhì),其內(nèi)層合金硬度高
、耐磨
,外層鋼材強度大,使用壽命比普通材質(zhì)延長2 - 3倍
,還能讓物料輸送更穩(wěn)定
,提升片材均勻度。模具方面
,借助CAD/CAM技術(shù)優(yōu)化設(shè)計
,使流道更合理,減少物料流動阻力
,同時增加冷卻水道數(shù)量
、優(yōu)化布局,像將水道從4條增至8條
,冷卻時間能縮短30%
。
傳動系統(tǒng)改進:電機與減速機選用高效節(jié)能型,如變頻調(diào)速電機
,能按需調(diào)速
、降低能耗;高精度減速機可減少能量損失與振動
,提高運行穩(wěn)定性
。傳動裝置可用鏈條或同步帶傳動替代齒輪傳動,同步帶傳動平穩(wěn)
、噪音低、效率高
,相比齒輪傳動效率可提高5% - 10%
。
模具精度提升:借助CAD/CAM技術(shù)優(yōu)化模具設(shè)計,使流道更合理
,減少物料流動阻力
,同時增加冷卻水道數(shù)量
,優(yōu)化冷卻布局,可顯著縮短冷卻時間并提升成型精度
。
2. 工藝參數(shù)優(yōu)化
準確控溫:擠出溫度要根據(jù)物料特性和產(chǎn)品要求設(shè)定
,一般控制在120 - 160℃,過高會導致物料分解
,過低則影響流動性
。模具溫度通常在80 - 120℃,以確保成型質(zhì)量與表面光潔度
。
調(diào)節(jié)速度與壓力:擠出速度需結(jié)合SMC片材機能力和產(chǎn)品厚度調(diào)整
,過快會導致片材厚度不均、有波浪紋
,過慢會降低效率
。壓力也要合理控制,保證物料充分塑化和均勻擠出
。
優(yōu)化配方設(shè)計:選擇高質(zhì)量的原材料
,確保產(chǎn)品性能穩(wěn)定;調(diào)整配方比例
,優(yōu)化固化時間和流動性
,縮短生產(chǎn)周期。
3. 智能化控制
引入自動化控制系統(tǒng):通過采用PLC控制系統(tǒng) 、引入傳感器技術(shù)
、實現(xiàn)遠程監(jiān)控等方式引入自動化控制系統(tǒng),提高生產(chǎn)效率和產(chǎn)品質(zhì)量穩(wěn)定性
。
實時監(jiān)控與調(diào)整:引入傳感器監(jiān)測系統(tǒng)
,實時監(jiān)控生產(chǎn)過程中的溫度、壓力
、濕度等重要參數(shù)
,及時調(diào)整生產(chǎn)工藝,避免因設(shè)備波動而導致的質(zhì)量問題
。
大數(shù)據(jù)分析:通過收集生產(chǎn)數(shù)據(jù)
、分析生產(chǎn)數(shù)據(jù)、優(yōu)化生產(chǎn)工藝等方式引入大數(shù)據(jù)分析
,進一步提升生產(chǎn)精度
。
4. 材料把控
精確配比:高精度的原料配比系統(tǒng)能準確計量每種原料的用量,誤差控制在很小范圍內(nèi)
,確保每一批次生產(chǎn)的SMC片材成分均勻一致
。
優(yōu)化浸漬技術(shù):采用獨特的浸漬裝置,使樹脂均勻地包裹每一根玻璃纖維,形成良好的纖維 - 樹脂界面
,保證片材厚度的均勻性
。
5. 維護與管理
定期維護保養(yǎng):制定詳細的維護計劃,對設(shè)備各部件進行檢查
、清潔
、潤滑和緊固,及時發(fā)現(xiàn)并處理潛在問題
,延長設(shè)備使用壽命并確保其穩(wěn)定運行
。
操作人員培訓:定期對操作人員進行培訓,使其掌握正確的操作技能
、設(shè)備維護技巧和故障排除方法
,減少人為失誤對產(chǎn)品質(zhì)量的影響。
通過以上措施
,SMC片材機組可以顯著提高生產(chǎn)精度
,從而生產(chǎn)出高質(zhì)量、高性能的復合材料產(chǎn)品
。